Mit Null-Fehler-Strategie und hoher Automation Folgerüstzeiten eliminiert
Ist eine gewisse Schmerzgrenze bei bislang vielleicht noch tolerierbaren Problemen und Fehlern in einer zerspanenden Fertigung erreicht, sollte über Veränderungen nachgedacht werden. Der Unternehmer Stefan Kempf hat das konsequent getan. Das Ergebnis: Ein gleichsam hochautomatisiertes wie äußerst flexibles Fertigungssystem, das hierzulande wohl einzigartig sein dürfte.
Die Norbert Kempf CNC-Technik GmbH in St. Ingbert (Saarland) fertigt mit zirka 100 Mitarbeitern einfache bis hochkomplexe Bauteile in Losen von 1 bis 500 sowie Prototypen für die Bereiche Pneumatik, Hydraulik, für die Automobilindustrie und für Baumaschinen. Gegründet 1970 von Norbert Kempf als konventionelle Dreherei, wuchs das Unternehmen kontinuierlich. Mit dem Einstieg von Stefan Kempf in den väterlichen Betrieb begann 1990 eine Neuorientierung in Richtung CNC-Fertigung. Neun Jahre später verfügte das Unternehmen über zehn CNC-Bearbeitungszentren.

Rückansicht des MLS, mit seinen vier Ladezellen mit je einer Ladestation für Maschinenpaletten sowie einer Station für Rohmaterialpaletten.
Konventionelles Wachstum hat Grenzen
„Zu diesem Zeitpunkt mussten wir feststellen, dass ein konventionelles Wachstum mit dem reinen Erwerb von Maschinen seine Grenzen hat. Je mehr Maschinen wir installierten, desto schlechter wurde im Grunde unsere Produktivität. Qualifiziertes Personal, damals noch für das Folgerüsten notwendig, war rar und auch die Umfeldorganisation und Unterstützungsprozesse überforderten uns zusehends. Die Prozesse waren einfach nicht stabil“, so Geschäftsführer Stefan Kempf. Die Folge: Fehler häuften sich und mussten mit viel Zeit, Nerven und auch Kostenaufwand beseitigt werden. Allerdings gelang das nicht dauerhaft.
„Ich war es leid, jeden Morgen in die Firma zu kommen und immer mit den gleichen Problemen, Fehlern und deren Ursachen konfrontiert zu werden. Daher beschloss ich, grundlegend etwas zu ändern“ erklärt Kempf und beschreibt in diesem Zusammenhang die damalige Situation einer „klassischen“ CNC-Fertigung: „Wir hatten seinerzeit rund fünf Folgerüstvorgänge am Tag, 250 rüstbedingte manuelle Werkzeugtransporte, 40 bis 50 verschleißbedingte Werkzeugtransporte und durchschnittlich sechs Montagen von Spannvorrichtungen. Alles Aktivitäten mit viel Potenzial für Fehler, wobei sich vor allem das Werkzeugmanagement als eine Hauptfehlerquelle entpuppte.“

Stefan Kempf, Geschäftsführer
FMS wächst sukzessive
Die Frage lautete: Wie lassen sich die beschriebenen Aufgaben ohne Fehler und möglichst hauptzeitparallel durchführen? Die Antwort: Mit sehr hoher Automation. Im Vorfeld mussten jedoch hierauf erst die entscheidenden Unternehmensprozesse vorbereitet werden. Stefan Kempf: „Wir haben uns zunächst ein Tool-Data-Management-System angeschafft und viel Zeit in den Aufbau einer lückenlosen Werkzeugverwaltung investiert. Darüber hinaus versetzten wir uns in die Lage, die Maschinenpaletten und Vorrichtungen für die Werkstückaufspannungen selbst zu fertigen. Erst danach entschlossen wir uns zur Installation eines flexiblen Fertigungssystems mit einem Multi-Level-System (MLS) von Fastems.“
2003 wurde eine Bestandsmaschine an das MLS (Fassungsvermögen 12 Maschinenpaletten) angebunden. Bis 2011 wuchs das System nach und nach auf die maximal mögliche Ausbaustufe mit insgesamt vier Beladestationen und 96 Maschinenpaletten auf drei Ebenen. Neben der Bestandsmaschine waren am Ende fünf weitere Bearbeitungszentren (BAZ) vom Typ Mori Seiki NH 4000 an das MLS gekoppelt. „Wir haben bei diesen Maschinen von Anfang an auf einheitliche Werkzeugschnittstellen und Maschinenpaletten geachtet, wobei jede Maschine über einen großen Werkzeugspeicher mit je 180 Werkzeugplätzen verfügte.“
Limitierender Faktor Werkzeug
Obwohl das FFS dem Unternehmen schon einen deutlichen Produktivitätsgewinn bescherte, hatte das System aus Sicht von Stefan Kempf einen entscheidenden Nachteil: „Angesichts unseres Fertigungsspektrums von Losgröße 1 bis 500 und rund 18.000 Teilenummern im Portfolio, reichte die Anzahl an Werkzeugen an den Maschinen nicht aus, um alle Fertigungsoperationen, die im Grunde von den 96 Maschinenpaletten im System vorgegeben wurden, an jeder Maschine auszuführen. Wir mussten somit einen bestimmten Palettenpool immer einer spezifischen Maschine zuordnen.“ Eine hohe Maschinenauslastung zu jeder Zeit sei somit unmöglich gewesen. Darüber hinaus gab es aus Sicht von Kempf immer noch etliche Fehlerquellen, die eine wirklich prozesssichere Fertigung verhinderten.
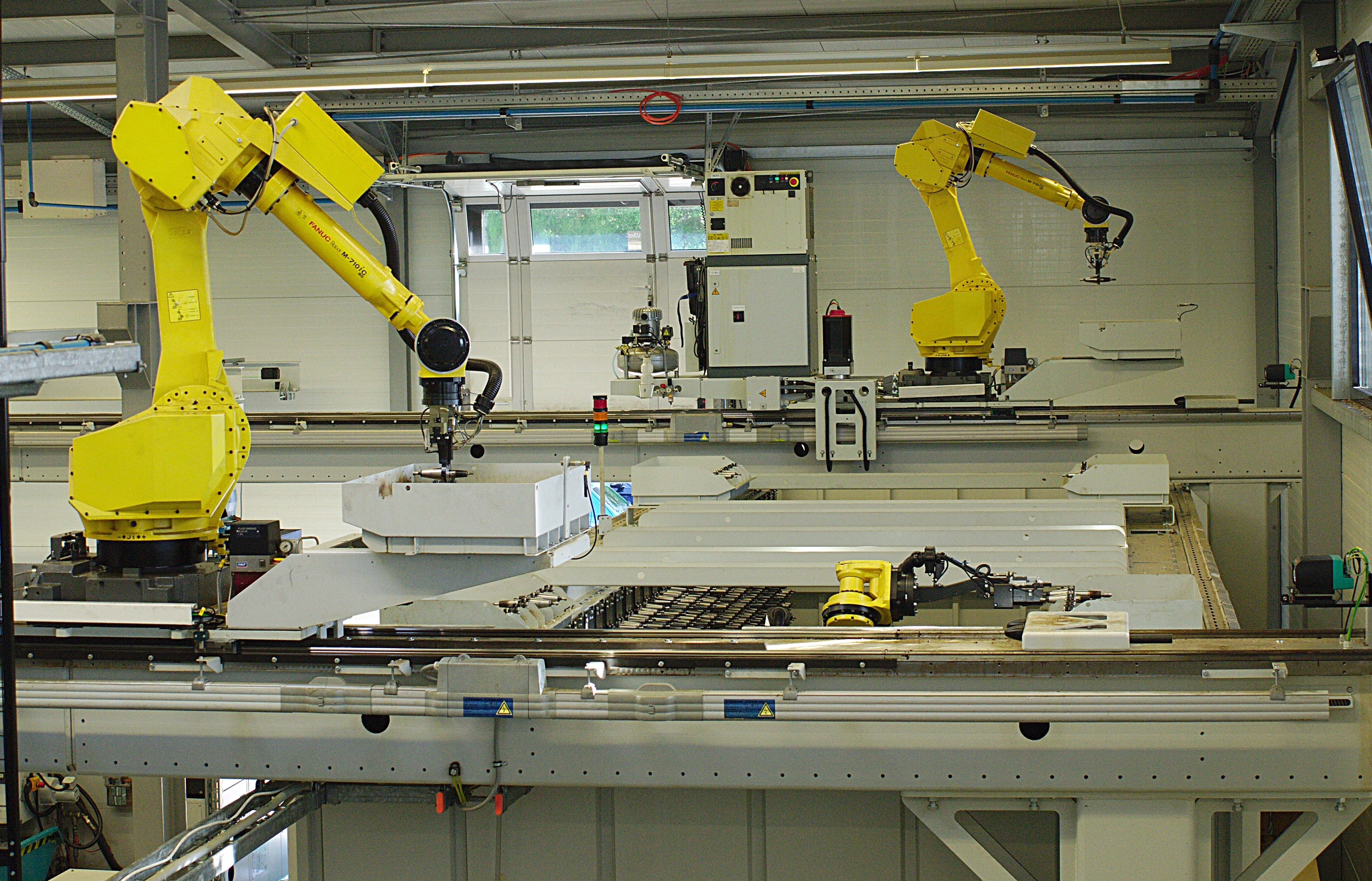
Ein zentraler Speicher, zwei Produktionsstränge, drei Roboter: Ein Roboter im CTS von Fastems (Mitte) sorgt für den Werkzeugtransfer zu den beiden Gantry-Robotern. Im Vordergrund der Roboter, der die Maschinen am MLS versorgt. Im Hintergrund ein weiterer Roboter, der für den Werkzeugtransfer zu fünf weiteren BAZ zuständig ist.
Zentraler Speicher für 2.500 Werkzeuge
Aus diesem Grunde wurde 2013 in ein weiteres FMS von Fastems mit Rohmaterialspeicher inklusive Neubau einer Halle investiert. Das MLS-MD (Medium Duty) mit einer Tragkraft von 1.000 Kilogramm je Palette bietet auf vier Ebenen Platz für insgesamt 156 Paletten, jeweils zur Hälfte Maschinen- und Rohmaterialpaletten. Das System, an dem nun sieben BAZ angebunden sind, verfügt über vier Ladezellen mit je einer Ladestation für die Maschinenpalette sowie einer Station für die Rohmaterialpalette. Außerdem werden fünf weitere BAZ automatisiert mit Werkzeugen aus dem zentralen Werkzeugspeicher beliefert.
Ein herausragendes Merkmal dieses Systems ist die Kombination aus zentralem Werkzeugspeicher CTS von Fastems, der 2.500 Werkzeuge aufnimmt, und einem Roboter zum Transport der Werkzeuge. Da jede Maschine auch noch ein eigenes Werkzeugmagazin mit 60 Werkzeugen hat, kann somit auf 3.200 Werkzeuge zugegriffen werden. Von jeder Maschine wohlgemerkt, da ein Portalsystem mit dem Roboter die Werkzeuge aus dem zentralen Speicher bei Bedarf an das jeweilige BAZ befördert. Zur eindeutigen Identifikation eines Werkzeugs durch den mit einem Lesegerät ausgestatteten Roboter ist jedes einzelne, bereits voreingestellte Tool mit einem RFID-Chip ausgestattet.

An jeder Ladezelle befindet sich ein Terminal mit der MMS5 von Fastems. Die Software steuert u.a. auftragsbezogen die Palettenreihenfolge im MLS und verwaltet hierzu sämtliche CNC-Programme und Werkzeugdaten.
Software übernimmt Produktionsplanung und -steuerung
Als übergeordnete Intelligenz übernimmt die Manufacturing Management Software (MMS) von Fastems die gesamte Fertigungsplanung und -steuerung im FMS. Hierzu gehört auch der Roboter-gestützte Werkzeugtransport vom zentralen Werkzeugspeicher zu den Maschinen. Die Software steuert aber nicht nur die Lieferlogistik und plant in diesem Zusammenhang auftragsbezogen die Palettenreihenfolge im System, sondern verwaltet auch sämtliche CNC-Programme und Werkzeugdaten. Vor jedem Produktionsstart führt die MMS außerdem einen Ressourcencheck durch und prüft hierbei u.a., ob das benötigte Rohmaterial im System vorhanden ist und dass die für einen spezifischen Auftrag erforderlichen Werkzeuge über die notwendigen Standzeiten verfügen. „Sollte die Standzeit eines Werkzeuges für eine Bearbeitung nicht mehr ausreichen, erhält unsere Werkzeugmontage und -voreinstellung von der Software automatisiert eine Bedarfsmeldung“, erklärt Kempf und betont: „Eine unserer entscheidenden Überlegungen schon vor der Inbetriebnahme des FMS war, dass vor allem die Vorbereitungen für eine Fertigung für einen sicheren Produktionsprozess immens wichtig sind. Daher lösen wir für jedes Neuteil bzw. für jede Änderung an einem Bauteil einen Prozessplanungsauftrag aus. Von der FMEA-Analyse, über den Produktionslenkungsplan bis hin zur Werkzeugkonstruktion und CNC-Programmierung wird jeder einzelne Schritt vorausgedacht, wobei stets die Prozesssicherheit im Mittelpunkt steht.“
Folgerüsten komplett automatisiert
Mit dem jüngsten FMS ist das Unternehmen nun in der Lage, auf jeder Maschine jeden Bearbeitungsauftrag durchzuführen und somit das Folgerüsten komplett zu automatisieren. „Die Folgerüstzeiten betragen bei uns in der Tat 0,0 Minuten, was bedeutet, jedes Bauteil hat für unsere Kunden immer den gleichen Preis, ganz gleich, ob er davon nun 10 oder bspw. 100 bestellt“, unterstreicht Stefan Kempf einen zentralen Vorteil seiner hochautomatisierten, flexiblen Fertigung, wobei weitere beeindruckende Zahlen schon für sich sprechen: Rund 1.000 Werkzeugtransporte und 500 Palettentransporte finden pro Tag im System statt. Die durchschnittliche Spindelauslastung aller Maschinen bewegt sich zwischen 95 und 98 Prozent.
Automation auf die Spitze getrieben
„Trotz hoher Automation haben wir seit der Installation des FMS jedoch auf keinen Mitarbeiter verzichtet, mit gleichbleibendem Personalstamm allerdings seit 2014 ein Wachstum von jährlich durchschnittlich 15 Prozent erzielt“, berichtet Kempf, der mit dem bereits Erreichten schon hoch zufrieden sein könnte, aber nicht ist: „Den Flexibilitätsgewinn, den wir erzielen, indem wir im FMS auf jeder Maschine jedes Werkstück bearbeiten können, ist derart hoch, dass wir diesen Ansatz weiter vorantreiben wollen.“ Derzeit wird eine neue Fertigungshalle gebaut. Ein weiteres MLS von Fastems soll dort installiert und an das nunmehr dritte FMS sieben horizontale BAZ angebunden werden. Hallenübergreifend wird dann ein Gantry-Roboter auf den Werkzeugspeicher des zweiten FMS und des neuen Systems zugreifen. „Für die zusätzlichen Werkzeugplätze des neuen FMS werden wir ein GTS (Gantry Tool Storage) von Fastems verwenden, um mehr Platz in der Produktionsfläche zu gewinnen. Der Roboter dieses Systems erfüllt zwei Aufgaben. Er übernimmt den Werkzeugtransport zwischen Halle 3 und Neubau und kann gleichzeitig die neuen Maschinen mit Werkzeugen versorgen“, so Stefan Kempf zur Planung.
(Erschienen in der „Automationspraxis“, Ausgabe 09/2017)
Related products:
Was können wir für Sie tun?
Rufen Sie uns an oder senden Sie uns einfach eine kurze Nachricht.
„*“ zeigt erforderliche Felder an